




 Помощь в подборе
Помощь в подборе
 700-94-64&image=https://r-garnet.ru/upload/iblock/b31/b3114fb7fc215bd33f27d9e56c7a96e3.png&noparse=true)
 700-94-64&image=https://r-garnet.ru/upload/iblock/b31/b3114fb7fc215bd33f27d9e56c7a96e3.png)

Гидроабразивная резка
Гидроабразивная резка — сравнительно новая технология, которая позволяет обрабатывать широкий спектр материалов с высоким уровнем качества. Оборудование постоянно совершенствуется, повышается точность резки, производительность увеличивается, а затраты снижаются.
Давайте познакомимся поближе возможностями гидроабразивной резки, конструктивом и принципом работы гидроабразивного станка.
Материалы, которые можно резать
Гидроабразивное оборудование все чаще выбирают производства, которые специализируются на резке:
- металлов, в том числе, легированных и повышенной твердости — титана, жаропрочной и нержавеющей стали, магнитных сплавов, алюминия, латуни, меди
- стекол и зеркал
- природного камня — мрамора, гранита, песчаника
- искусственного камня — бетона, акрилового камня
- керамики
- композитных материалов, в том числе, триплекса
- органических стекол и других видов пластика
- сотовые и сэндвич-панели
- пенопласта
- бумаги и картона
- ткани и кожи
- поролона
- резины
- древесины
- мыла
- пищевых продуктов
Гидроабразивный станок — оптимальное решение для многопрофильных производств, которые работают с различными материалами и выпускают сложные детали. Данное оборудование — наиболее универсальное и безопасное. Резать можно любые материалы, при этом они не поменяют свою структуру, а кромки не будут нуждаться в дополнительной обработке. Тонколистовые материалы можно раскраивать целой пачкой, что уменьшает себестоимость обработки.
Особенности конструкции гидроабразивного станка
Режущий инструмент любого гидроабразивного станка — струя воды или смеси воды с гранатовым песком, испускаемая с высокой скоростью и под высоким давлением. В природе подобный процесс, протекающий естественным образом, называется водной эрозией.
Рабочий стол станка представляет собой ванну, опирающуюся на несущие опоры. Допустимая нагрузка — до 500 кг/м2. Заготовка укладывается на решетчатый настил. Ванна оснащается системой контроля уровня воды, которая необходима для гашения энергии струи.
Станки бывают консольными и портальными. Первые более компактны, подходят для раскроя небольших заготовок. Площадь рабочего стола вторых достигает 24 кв.м. Оборудование портального типа Р-ГАР оснащено системой выравнивания портальной балки. Управление движением по всем осям осуществляется посредством сервомоторов через шарико-винтовую передачу.
Режущая голова в зависимости от типа может выполнять поворот до 65 градусов, то есть компенсировать конусность резки, формировать фаски, выполнять 3D-обработку. Также ее можно оснастить системой контроля высоты и сверлильной головкой. Для повышения точности позиционирования используется лазерный указатель.
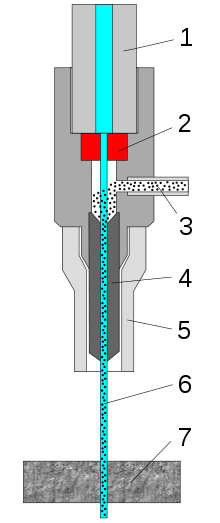
Схема подачи гидроабразивной струи:
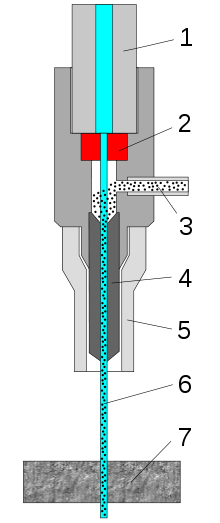
2 — сопло
3 — подача абразива
4 — смеситель
5 — кожух
6 — режущая струя
7 — разрезаемый материал
Не менее важный элемент станка — насос высокого давления. Его подбирают исходя из интенсивности эксплуатации оборудования и количества независимых режущих голов.
Гидроабразивные станки ГАР оборудованы системой ЧПУ с предустановленной базой данных. Современное программное обеспечение позволяет рассчитывать суммарный объем контуров резки, оптимизировать последовательность контуров, проверять геометрию и исправлять ошибки, определять оптимальный режим работы.
При работе с тяжелыми и крупногабаритными заготовками рекомендуем дополнить станок устройством загрузки, например, кран-балкой с вакуумными или механическими захватами, пневматическим или гидравлическим подъемником.
Для удаления отработанного абразива предназначена специальная система, которая состоит из шламового насоса и бункера-отстойника. Она значительно упрощает процесс эксплуатации гидроабразивной установки и избавляет от ручной зачистки ванны.
Технология гидроабразивной резки
Когда водоабразивная струя узконаправленно бьет по поверхности материала, он разрушается, а его частицы уносятся из образующейся полости вместе с водой. Скорость и качество обработки зависят сразу от нескольких параметров: величины рабочего давления, расхода и фракции абразива, сложности контура, характеристик сопла и фокусирующей трубки, расстояния до поверхности материала.
Гидроабразивная струя не изнашивается, ее диаметр составляет около 1 мм, поэтому материал раскраивается максимально экономично без лишних отходов.
Достоинства гидроабразивной резки:
- отсутствие термического воздействия на материал (температура в зоне реза 60-90ºС);
- существенно меньшие потери материала;
- широкий спектр разрезаемых материалов и толщин (до 150—300 мм и более);
- высокая эффективность резки листовых материалов толщиной более 8 мм;
- отсутствие выгорания легирующих элементов в легированных сталях и сплавах;
- отсутствие оплавления и пригорания материала на кромках обработанных деталей и в прилегающей зоне;
- возможность реза тонколистовых материалов в пакете из нескольких слоев для повышения производительности, в том числе за счёт уменьшения холостых ходов режущей головки;
- полная пожаро- и взрывобезопасность процесса;
- экологическая чистота и полное отсутствие вредных газовыделений;
- высокое качество реза (шероховатость кромки Ra 1,6).
Недостатки технологии:
- недостаточно высокая скорость реза тонколистовой стали;
- ограниченный ресурс отдельных комплектующих и режущей головки;
- высокая стоимость абразива (расходный материал);
- коррозия металла.
Для подробной консультации по гидроабразивным станкам ГАР звоните +7 (800) 700-94-64. Подберем для вас индивидуальное решение, укомплектуем оборудование в соответствии с потребностями вашего предприятия.

Вам может быть интересно

гидроабразивных станков

запчастей для гидроабразивных станков
















